Anlage
Die an der Technischen Universität Graz entstandene Bearbeitungsroboter-Anlage wurde von den Fakultäten für Architektur und Bauingenieurwissenschaften gemeinsam konzipiert und wird vom Institut für Tragwerksentwurf und dem Labor für konstruktiven Ingenieurbau vorwiegend für den 3D-Betondruck und für Schleif- und Fräsarbeiten eingesetzt. Seit Jänner 2020 wird im Labor auch eine zusätzliche Schweißroboter-Anlage betrieben.
Hardware Industrieroboter mit Linearachse
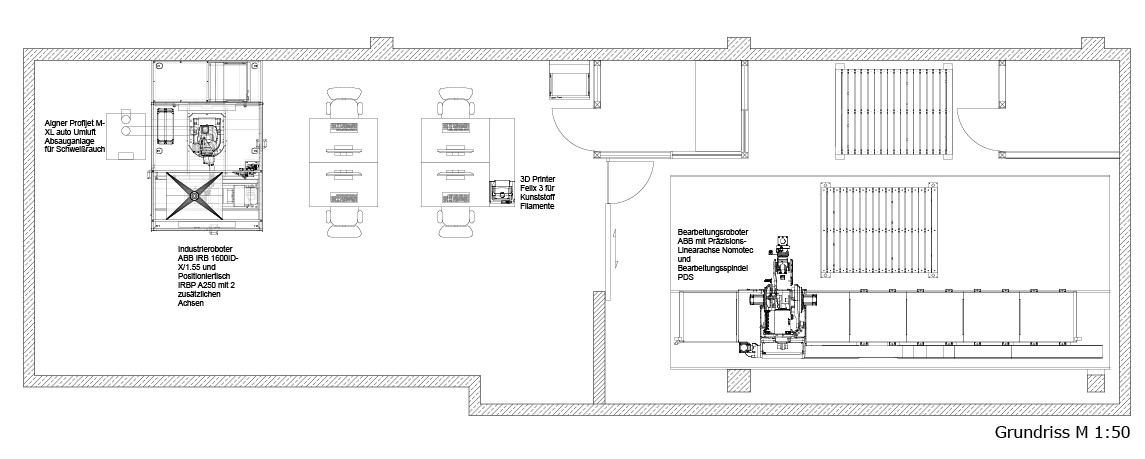
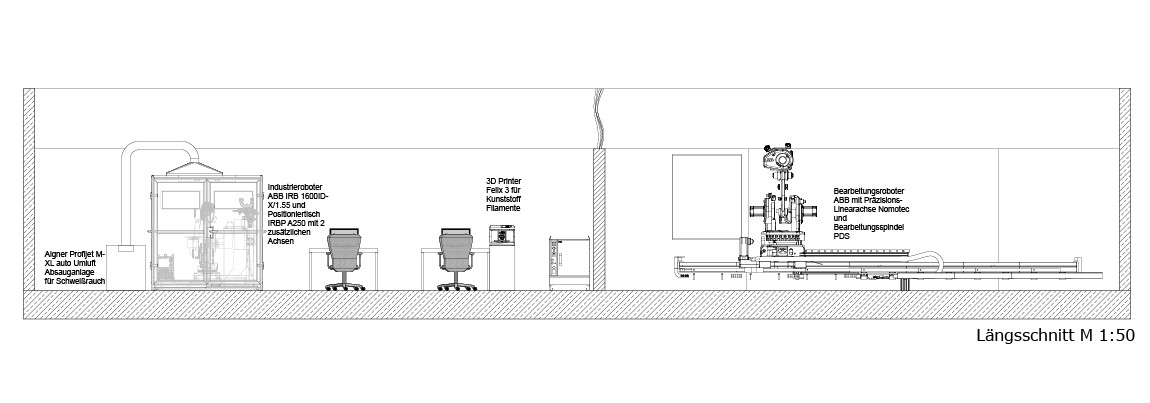
Die von ABB AG Österreich aufgebaute Forschungs- und Versuchsanlage ist für Nass- und Trockenbearbeitung von großen Bauteilen ausgelegt. Sowohl harte als auch weiche Materialien können durch Schleifen und Fräsen bearbeitet werden. Neben der subtraktiven Fertigung ist im Labor auch die additive Fertigung mit Beton möglich.
Die einzelnen Komponenten der Anlage sind:
| Bearbeitungsroboter | ABB |
| Linearchse | NOMOTEC |
| Bearbeitungsspindeln | PDS |
| 3D-Betondrucksystem | Baumit |
Darüber hinaus verfügt die Anlage über ein automatisches Werkzeugwechsel-System als auch die Kraftsensorsteuerung „Force Control“. Weiters steht in der Bearbeitungszelle eine leistungsstarke Absauganlage zur Verfügung.
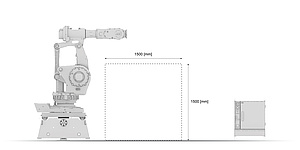
In Abhängigkeit von Werkstoff, Werkzeug und Werkstück-Geometrie sind Bearbeitungsgenauigkeiten kleiner +/- 0,2 [mm] im Bearbeitungsraum von 6000 x 1200 x 1200 [mm] erreichbar.

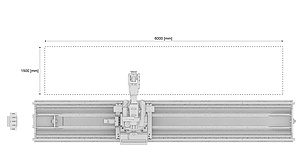
Zum Unterschied zu den meisten existierenden Anlagen ist die hier beschriebene Anlage mit einer Präzisions-Linearachse ausgestattet, welche von der Firma Nomotec geplant und gebaut wurde. Mit einem Eigengewicht von 7,0 t , einer maximal zulässigen Nutzlast von 2,2 t und einer Gesamstlänge von 7400 mm bietet sie die Möglichkeit den Roboter auf einer Länge von 6000 mm zu verfahren.
Die rund 800 Kilogramm schwere bewegte Basisplatte auf der der Bearbeitungsroboter montiert ist, ist mit Linear-Kugelführungen gelagert und wird über eine Kugelrollspindel ø 70 Millimeter angetrieben. Der Antrieb der Achse ist als siebente Achse in die Robotersteuerung implementiert.
Hardware 3D – Betondrucksystem
Der 3D-Druck mit Beton bedeutet einen deutlichen Innovationsschub im Baubereich und entwickelte sich in den letzten Jahren zu einem Sinnbild für die Digitalisierung der Bauwirtschaft. Der zu großen Teilen automatisierbare Bauprozess kann auf einen aufwendigen Formenbau verzichten und ermöglicht das gezielte und sparsame Verarbeiten kleiner Betonmengen. Forschende und Studierende haben nun die Möglichkeit die neue Technologie im Rahmen von Forschungsprojekten oder Lehrveranstaltungen im Roboter Design Labor anzuwenden.
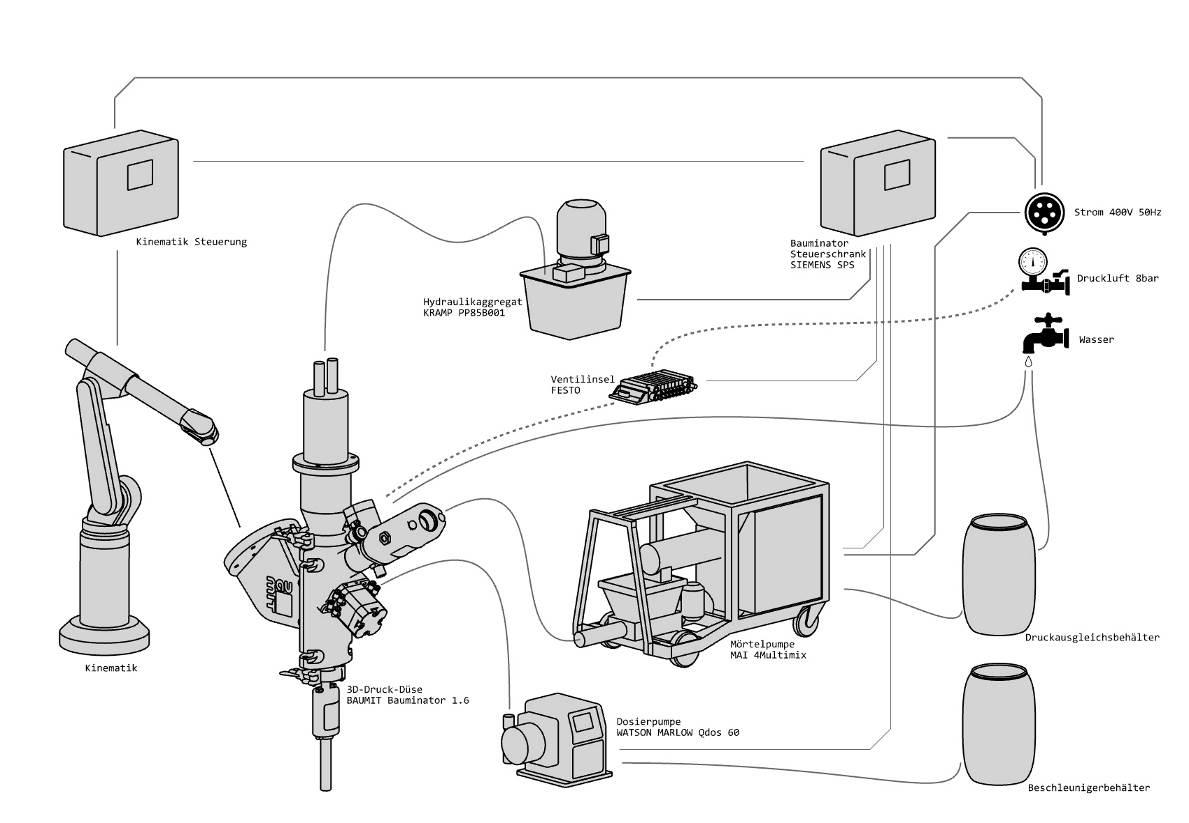
Bei dem Betondrucksystem handelt es sich um ein 2K-System bei dem der Printmörtel von Baumit (Printcrete230) mit einem Beschleuniger in der Düse versetzt wird und formstabil mittels Extrusionsverfahren auf einen Printuntergrund geschichtet werden kann. Die Druckanlage besteht ausfolgenden Maschinenkomponenten: Druckdüse, SPS, Hydraulikaggregat, Beschleunigerpumpe und Mörtelmischpumpe.
Hardware Schweißroboter
In unserem Roboter Design Labor verwenden wir einen Industrieroboter IRB 1600ID-X/1.55 der Firma ABB. Das ID in der Bezeichnung steht für „Integrated Design“ und bedeutet, dass alle Kabel, Leitungen und Schläuche im Inneren des Oberarms geführt werden, also entlang der Längsachse des Roboters. Dadurch eignet sich dieser Roboter ideal für die angestrebte Anwendung des Lichtbogenschweißens, da alle erforderlichen Betriebsstoffe, Strom, Schweißdraht und Schutzgas, im achsial geführten Schlauchpaket geführt werden. Dies bringt viele Vorteile in der Handhabung und im alltäglichen Gebrauch mit sich. Die Lebensdauer aller zentral geführten Elemente wird durch die reduzierte Bewegung und Schwingung maßgeblich erhöht und durch den größeren Abstand vom Lichtbogen werden die Bauteile optimal vor Hitze und Schweißspritzern geschützt.
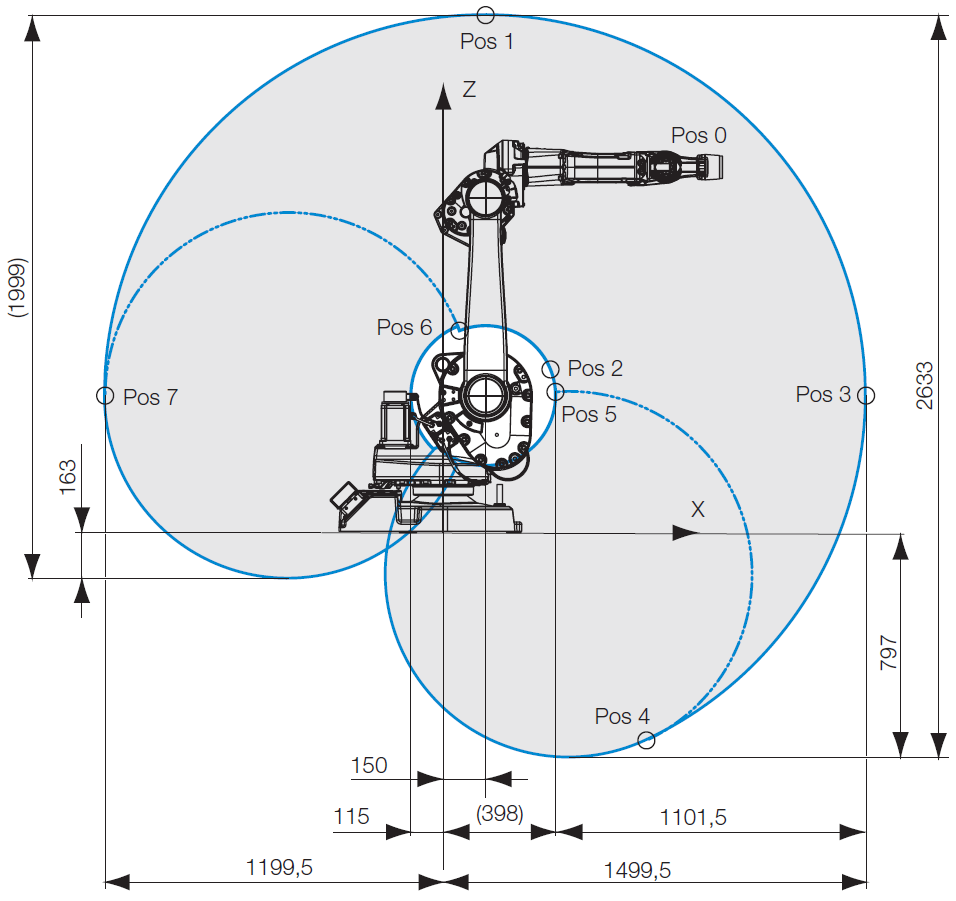
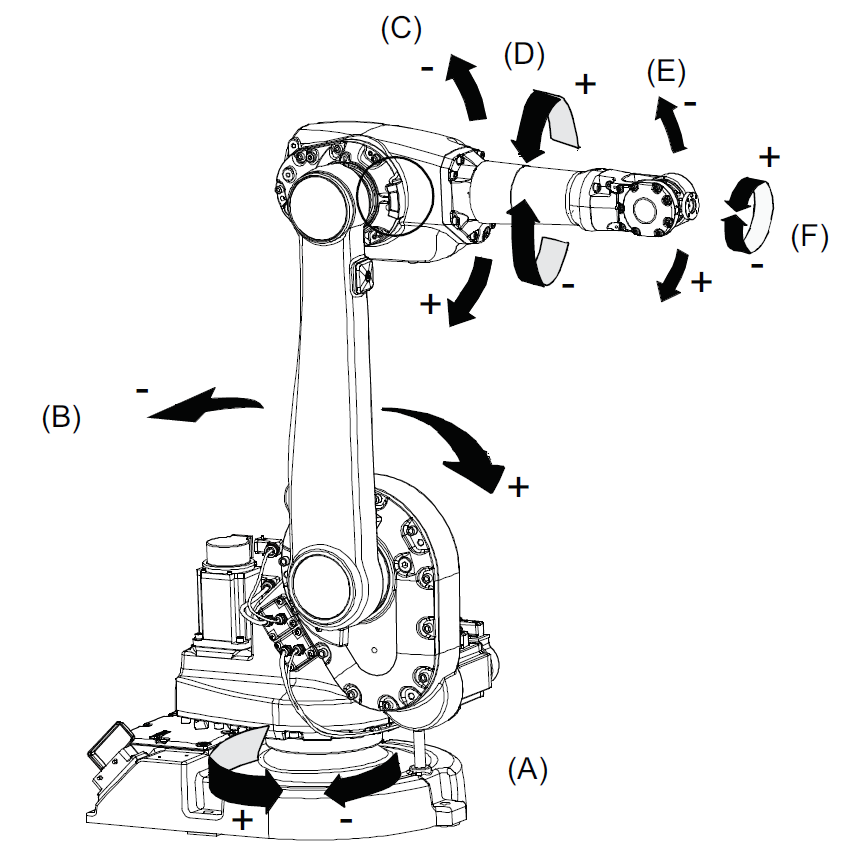
Die Reichweite des Roboters beträgt nominell 1,55 Meter bei einer maximalen Traglast von 4 kg. Der Roboter hat 6 Manipulatorachsen, die einen möglichst große Freiheit in der Brenneranstellung bieten.
Ergänzt wird der Roboter durch einen IRBP A250 Positioniertisch mit 2 zusätzlichen Achsen, die zusätzliche Freiheitsgrade in der Generierung von Geometrien erzeugen. Das maximale Manipulationsgewicht des Positioniertisches beträgt 250 kg. Der Positioniertisch wird genutzt, um das Werkstück in die optimale Prozessposition zu bringen.
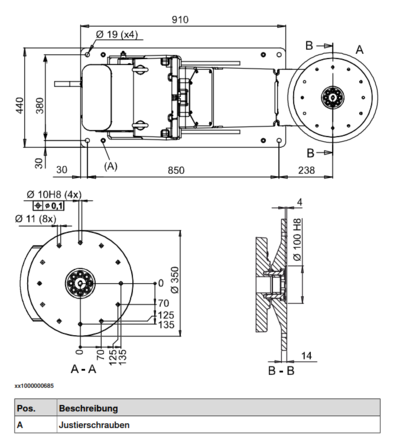
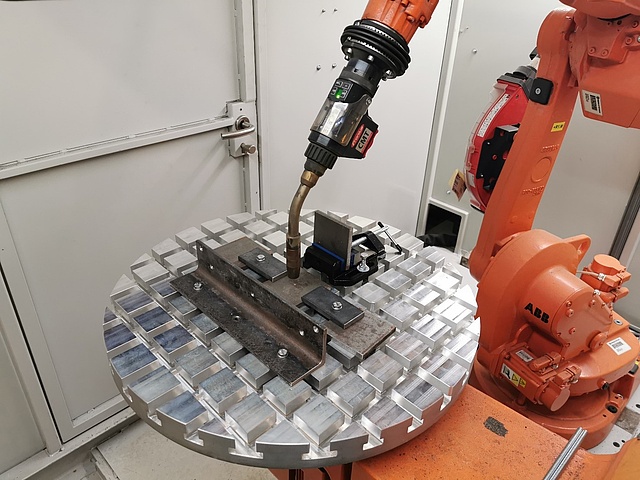
Bestückt wurde der Positioniertisch mit einer eigens angefertigten Aufspannplatte aus Aluminium EnAw6082 (AlMg3) mit einer Wärmeleitfähigkeit 170-220 W/mK. Durch die Anschaffung dieser T-Nutenplatte konnten die Stehzeiten zwischen den Lagen signifikant reduziert werden, da der Heatflow, also der Abfluss der Hitze aus dem Bauteil in die Aufspannplatte verbessert wurde.
Zum Absaugen und Filtern vom Schweißrauch kommt der fahrbare Schweißrauchfilter Profijet M-XL auto mit Schweißrauchfilter und Filterpatronen der Firma Aigner zum Einsatz, der mit 2 Filterpatronen aus Polyester-Nadelfilz, einer Staubsammelschublade, sowie einer automatischen Druckluft-Filterreinigung ausgestattet ist.
Software
| HyperMILL / HyperCAD Die erstellten Programmdaten sind zur Weiterverarbeitung im gängigen DIN/ISO Format und über einen Postprozessor im für das PiPath notwendigen APT-Format auslesbar. | |
PiPath Relevante, aktuelle Daten (Werkzeug/Werkobjekt) werden manuell aus der Robotersteuerung ausgelesen und im PiPath hinterlegt. | |
| Rhinoceros 3D | |
| Grasshopper | |
| HAL Robotics | |
| Fire - FTP | |
Robot Studio RobotStudio basiert auf dem VirtualController von ABB, einer exakten Kopie der realen Robotersteuerung. Auf diese Weise sind realistische Simulationen möglich, in denen echte Roboterprogramme und Konfigurationen zum Einsatz kommen, die exakt den in der Produktion eingesetzten Daten entsprechen. Über die Bedieneroberfläche des RobotStudio (RobotWare) werden auch bei der NC-Programmierung für das System zusätzliche notwendige Informationen erstellt und editiert (Werkzeugdaten / Werkobjekte). |
|
Roboter Design Labor
Inffeldgasse 24 (Nordeingang) 8010 Graz
EG Raumnummer: BT244B
Ansprechperson: Andreas Trummer