
Additive Manufacturing Laboratory
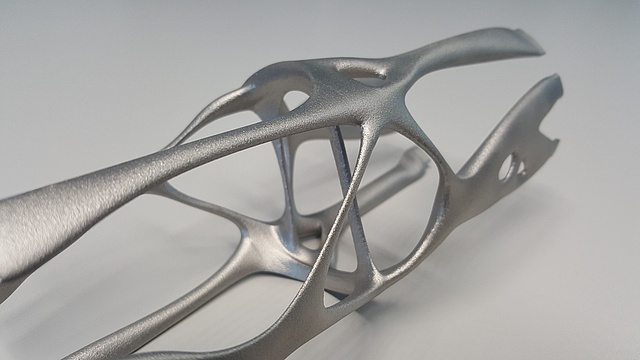
The Additive Manufacturing Laboratory (AddLab) is the result of a cooperation between the Institute of Materials Science, Joining and Forming (IMAT) and the Institute of Production Engineering (IFT). This centralized research facility is a printing pilot laboratory that brings together Laser Powder Bed Fusion (LPBF) – also referred as Selective Laser Melting (SLM) – additive manufacturing technique, materials characterization and topology optimization. By combining those topics, this new laboratory aims to allow the production of parts with complex designs, maintaining the necessary mechanical properties and reducing the component weight.
Equipment
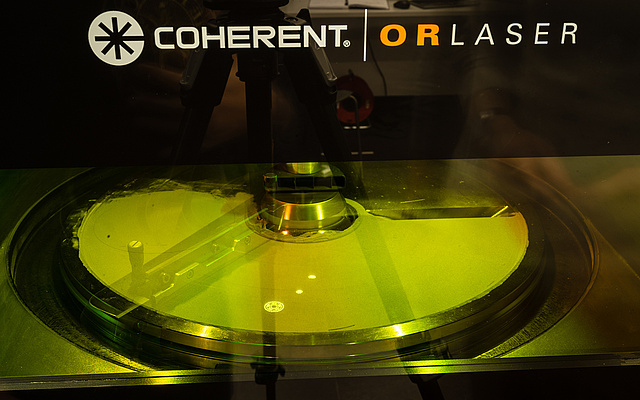
ORLAS Creator RA, assigned to IMAT
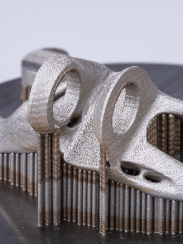
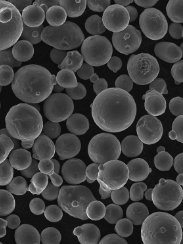
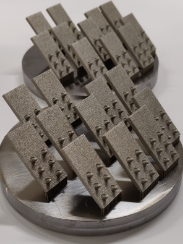
The Metal 3D Printer is a Laser Powder Bed Fusion (LPBF) solution capable of manufacturing metallic parts with complex designs, allowing cost-effective part customization with reduced assembly efforts. This equipment is able to print reactive (Aluminum and Titanium) and non-reactive (Stainless steel, Cobalt-Chrome, Bronze and Nickel) alloys, which coupled with its reduced printing area (Ø100x100mm), makes it a valuable tool for alloy development, powder characterisation and parameter optimisation.
| Machine/Device | Specification | ||||
| Coherent CREATOR RA | |||||
|
|
| ||||

SLM 280 HL assigned to IFT
The SLM 280 HL is a powder bed fusion printer with a 400 W single fiber laser. It is a printer for metal parts with dimensions of 280 x 280 x 350 mm max. and a build rate of 15 cm³/hr.
The Institute of Production Engineering also operates a high temperature unit with a build size of ø 90 x 100 mm. This allows preheating the build plate up to 550 °C for printing materials which are prone to gain high residual stress during the build process, such as Titanium.
For measurement purposes a Hexagon 7-axis arm which allows tactile probing and 3D laser scanning is used.
| Machine/Device | Specification | ||||
| SLM 280 HL | |||||
|
|
| ||||

Electron Beam Welding, assigned to IMAT
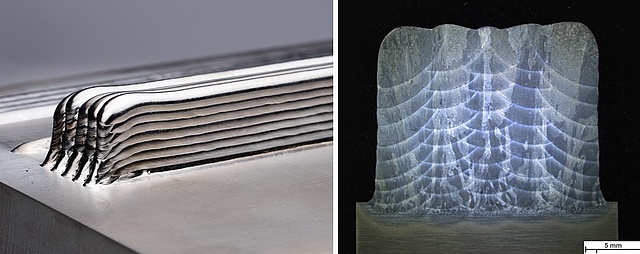
Electron beam additive manufacturing (EBAM) is based on a wire feed DED-process using the electron beam as heat source. Since electron beam technology is based on a vacuum atmosphere (<5∙10-3 mbar), it is suitable for processing reactive materials and non-reactive materials in high quality and without contamination. The process can be described as a near-net-shape manufacturing process with a high deposition rate (up to 2500 cm³/h) which usually requires an additional final processing step. The present AM device is capable of processing commercially available filler wire qualities (Ø 0.8-1.6 mm) and producing parts with dimensions up to approx. 300x300x100 mm.
| Machine/Device | Specification | ||
| Electron Beam Welding | |||
|
|
| ||

Wire-based 3D printing WAAM, assigned to IMAT
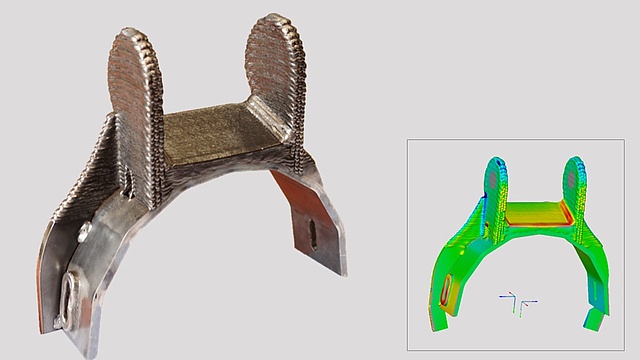
Based on the Fronius power source, the ABB robot coupled with the positioning table, it is possible to produce complex 3D structures. In contrast to powder bed processes, wire-based 3D printing (WAAM) makes it possible to achieve significantly higher build rates. The possible resolution is correspondingly lower, but excellent, quasi-isotropic mechanical properties can be achieved without the use of support structures. In addition to solid wires, cored wires can also be used with the specific advantages.
| Power Source | Manipulation unit | ||
| Fronius TPS 400i | ABB IRBP A | ||
| current | 320 A at 100% duty cycle | Max. weihgt | 250 kg |
| 360 A at 60% duty cycle | Max. component diameter | 1000 mm | |
| Filler wire diameter | 0,8 bis 1,6 mm | Max. component height | 900 mm |
| Wire feed rate | 0,5 bis 20m/min | Max. accuracy | +/- 0.05 mm |
| Arc mode | Standard CMT Puls Puls Mix | Max. rotation speed | 150°/Sec |
Intamsys FUNMAT HT Enhanced, assigned to IMAT
The FUNMAT HT is a high-temperature 3D printer, based on the Fused Filament Fabrication (FFF) process, which allows the printing process of high-performance polymer and composite parts. Its hot-end can reach temperatures up to 450°C and is capable of printing PEEK, ULTEM (PEI), PPSU, PC and a broad range of engineering thermoplastics. The advanced thermal system design of the printer includes also heated chamber and building plate (up to 90°C and 160ºC, respectively), which combined with its large 260x260x260 mm build volume, guarantees the production of complex parts with minimized printing defects.
| Machine/Device | Specification | ||||
| Intamsys FUNMAT HT Enhanced | |||||
|
|
| ||||
Ultimaker S5, assigned to IMAT
A Fused-Filament Fabrication (FFF) 3D-printer cable of printing most reinforced and unreinforced thermoplastics with processing temperatures up to 280ºC. Due to its dual extrusion, it is able to printing different materials within a single job. Other features include a heated printing bed with multi-point active leveling, easily swappable print cores with different nozzle diameters, a built-in camera for monitoring long jobs and Wi-fi/Ethernet connection.
| Machine/Device | Specification | ||||
| Ultimaker S5 | |||||
|
|
| ||||


© Lunghammer – TU Graz
© Hoflehner – TU Graz